時間30天
地區張家港市
優勢服務好,效率高
特點送貨上門
類型機械設備
、測量墻面。先測量出需要安裝墻板的長度,根據這個尺寸來截取鋁合金的長度。根據護墻板的尺寸計算出所需要的護墻板整數塊是多少,多余的空間用護墻板拼板完成即可。
關于輕質墻板生產線的工作性能包含下面幾點。
1.生產原料來源廣,沒有地區局限性,生產成本低廉,投資少,見效快。
2.生產工藝簡單,設備自動化程度高,勞動強度低,流水線作業,生產過程無噪音無三廢排放。
3.生產能耗低,不需高溫、高壓,利用化學反應自身釋放熱量,達到生產工藝要求。

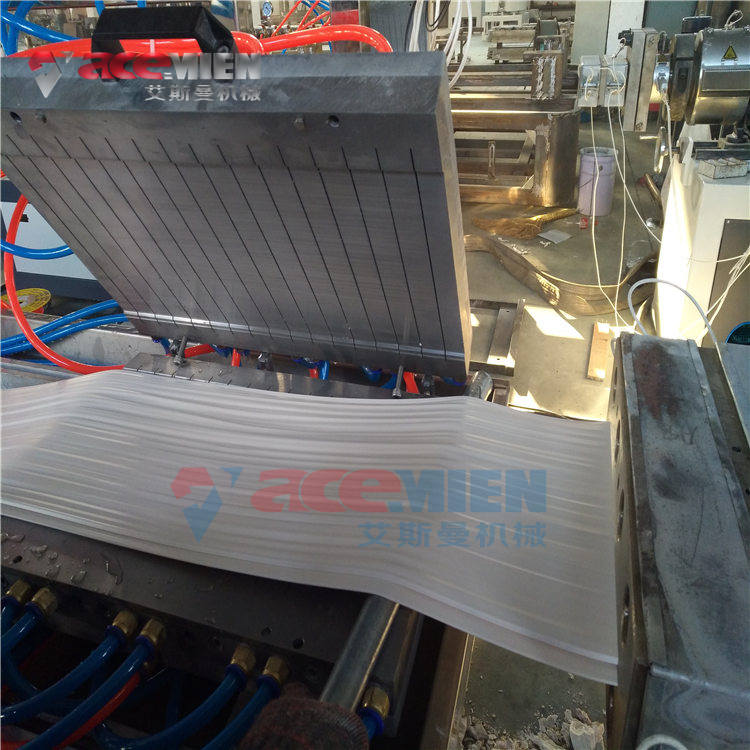
PVC集成墻板生產線主要用于生產木塑整體快裝墻板、木塑集成墻板、集成快裝墻板等。集成墻板生產線的應用越來越廣泛,這也離不開pvc木塑板、木塑型材的迅速發展,集成墻板生產線產品優勢也更加突出。所生產的木塑整體快裝墻板具有以下優點:
1、密封性更好--解除滲透通病。
2、提高安全可靠性--不再需要腳手架與懸空作業。
3、安裝木塑整體快裝墻板提高性價比,一板多用,節工節料,降低綜合成本。
4、減少安裝工期(周期可以縮短到幾天即可完成),減少與土建施工之間的矛盾。
5、使用環保節能的再生資源,具有抗折、抗老化、拉伸、壓縮、撕裂強度高等性能。
PVC集成墻板生產線所生產的產品具有環保節能特性,因此,集成墻板生產線也可以稱之為綠色裝修材料生產線。

分析護墻板設備會出現塑化不良的原因
在生產過程中,護墻板設備有時會出現塑化不良,這是什么原因呢?下面就讓小編來為您解一下。
一、焦燒
1、焦燒的現象
(1)溫度反映高,或者是控制溫度的儀表失靈,造成塑料高溫而焦燒。
(2)機頭的出膠口煙霧大,有強烈的氣味。
(3)塑料表面出現顆粒狀焦燒物。
(4)合膠縫處有連續氣孔。
2、產生焦燒的原因
(1)溫度控制高造成塑料焦燒。
(2)螺桿長期使用而沒有清洗,焦燒物積存,隨塑料擠出。
(3)加溫時間太長,塑料積存物長期加溫,使塑料老化變質而焦燒。
(4)停車時間過長,沒有清洗機頭和螺桿,造成塑料分解焦燒。
(5)多次換模或換色,造成塑料分解焦燒。
(6)機頭壓蓋沒有壓緊,塑料在里面老化分解。
(7)控制溫度的儀表失靈,造成高溫后焦燒。
3、排除焦燒的方法
(1)經常的檢查加溫系統是否正常。
(2)定期地清洗螺桿或機頭,要清洗干凈。
(3)按工藝規定要求加溫,加溫時間不宜過長,如果加溫系統有問題要及時找有關人員解決。
(4)換模或換色要及時、干凈,防止雜色或存膠焦燒。
(5)調整好模具后要把模套壓蓋壓緊,防止進膠。
(6)發現焦燒應及時清理機頭和螺桿。
二、塑化不良
1、塑化不良地現象
(1)塑料層表面有蛤蟆皮式地現象。
(2)溫度控制較低,儀表指針反映溫度低,實際測量溫度也低。
(3)塑料表面發烏,并有微小裂紋或沒有塑化好地小顆粒。
(4)塑料的合膠縫合的不好,有一條明顯的痕跡。
2、塑化不良產生的原因
(1)溫度控制過低或控制的不合適。
(2)塑料中有難塑化的樹脂顆粒。
(3)操作方法不當,螺桿和牽引速度太快,塑料沒有完全達到。
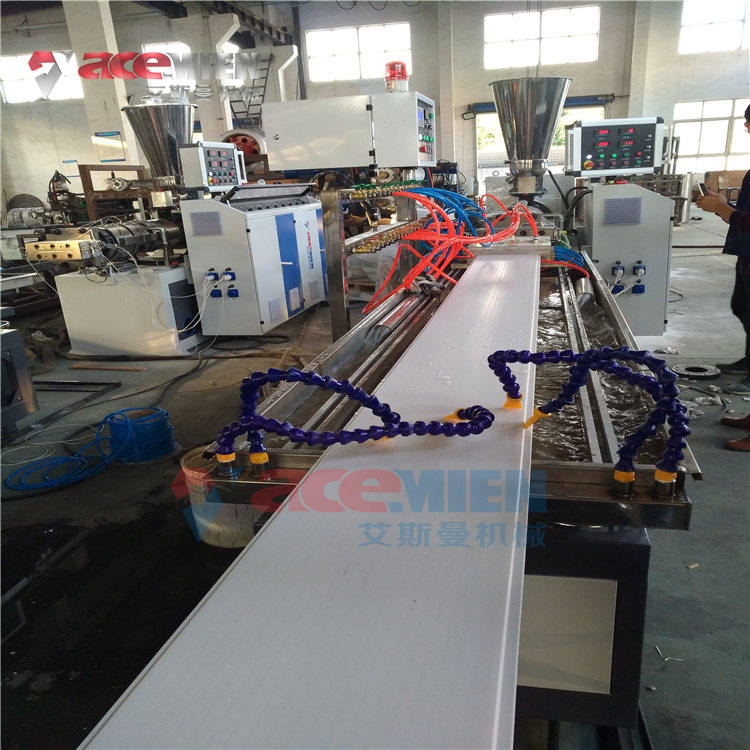
輕質墻板生產線現在是一個大眾都能接受的東西了,不像以前,大家只能接受磚墻,而現在基本上都是輕質墻板代替了磚墻,這是一個值得高興的事情,畢竟社會在發展,輕質墻板也在發展和完善,那么具體的輕質墻板生產線是怎樣工作的呢?接下來的文字就是來介紹這一點的。輕質墻板生產線采用雙驅動對輥擠壓工藝,產品從上漿、主料、鋪布、復合、復壓一次性完成整板的生產過程,設備自動化程度高,運行平穩,規格任意調整。
集成墻面滿足了當前家裝市場的發展需求,越來越多的新興企業加入其中。一方面,定制化、環保、快裝等特點的集成墻面發展前景廣闊,符合現下消費者對于健康生活和個性化的需求;另一方面,相對于傳統的墻飾材料,集成墻面的利潤可觀。但是,市場在變,人們的消費方式、消費理念也在變,只有跟上這種變化的腳步才能抓住發展的機遇,集成墻面行業的前景是可觀的,但是企業要找到屬于自身產品的定位,才能找到屬于自己的一份市場。